
Successfully obtained CE certification, pushing roller conveyors towards international high standards
Release time:
2025-07-02
We are pleased to announce that our roller conveyor has officially obtained CE certification, which means that the product has met the strict requirements of the European market in terms of safety, stability and environmental protection standards. This not only demonstrates our high attention to product quality, but also lays a solid foundation for the company to expand into the European and global markets.
We are pleased to announce that our roller conveyor has officially obtained CE certification, which means that the product has met the strict requirements of the European market in terms of safety, stability and environmental protection standards. This not only demonstrates our high attention to product quality, but also lays a solid foundation for the company to expand into the European and global markets.
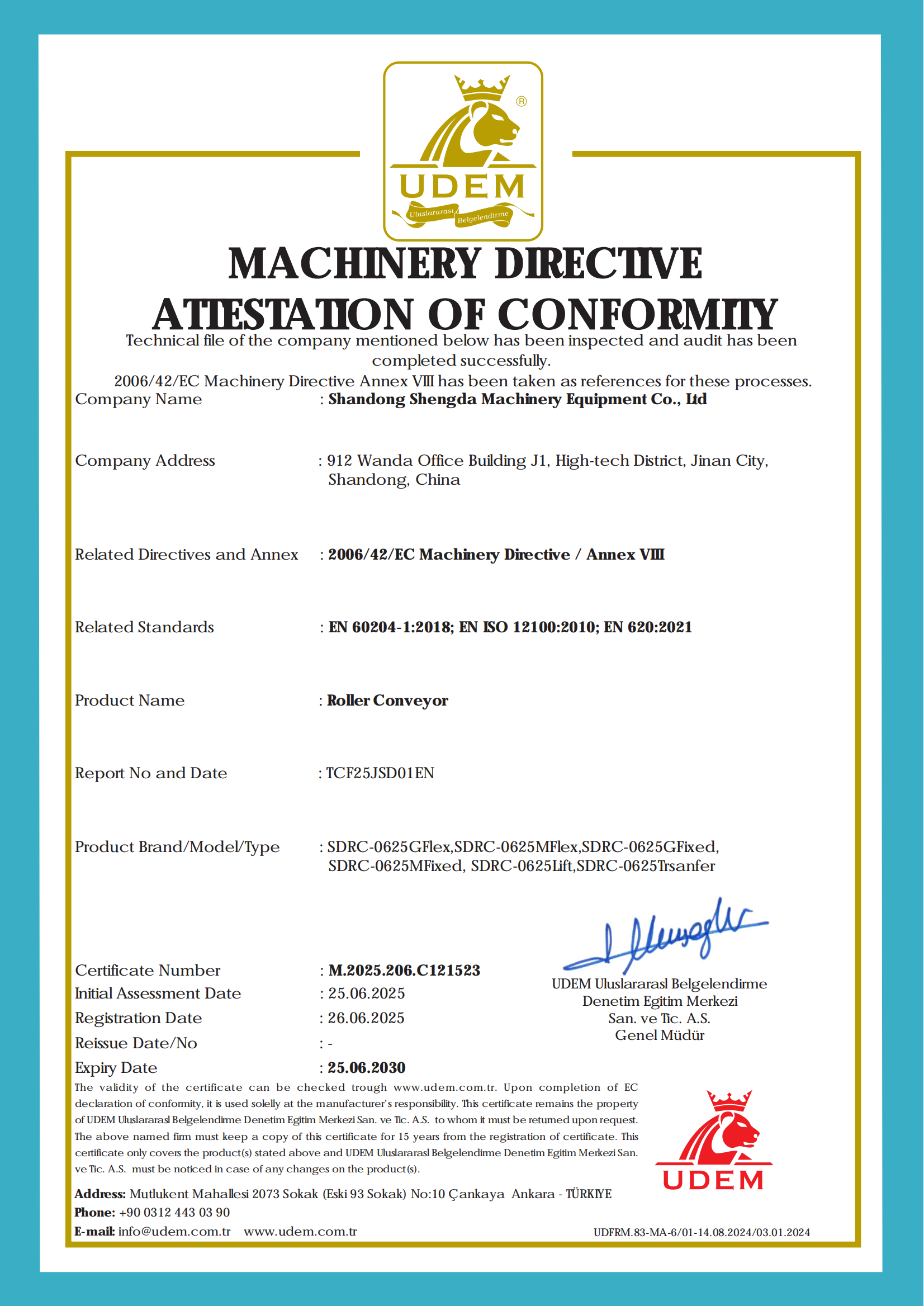
As a professional manufacturer of conveying automation solutions, our roller conveyors are widely used in logistics, warehousing, manufacturing and packaging industries, with advantages such as flexible structure, stable operation and convenient maintenance. The CE certification has further enhanced customers' trust in our brand and also promoted our continuous innovation to provide more efficient and reliable conveying solutions.
Welcome customers from all over the world to discuss cooperation and share the efficiency improvement brought by high-quality conveying equipment!
Latest News
We are pleased to announce that our roller conveyor has officially obtained CE certification, which means that the product has met the strict requirements of the European market in terms of safety, stability and environmental protection standards. This not only demonstrates our high attention to product quality, but also lays a solid foundation for the company to expand into the European and global markets.
2025-07-02
CE Certification Achieved: Setting a New Benchmark in Conveyor Safety and Quality
We are proud to announce that our conveyor systems—including belt conveyors, modular belt conveyors, metal wire mesh conveyors and bucket lifting conveyor —has successfully achieved CE certification.
2025-06-17
The 27th China International Baking Exhibition in 2025 was successfully held in Shanghai. Shanda Machinery Company brought its latest intelligent conveyor and cooling spiral tower machinery products to the exhibition. This exhibition brings together cutting-edge technologies and innovative products in the baking industry, and showcases the latest trends in the industry. From automated conveyor production lines to smart logistics solutions, innovative technologies are driving the baking industry towards efficiency, environmental protection, and precision.
2025-06-09
How to use radius turn conveyor
By following these steps, you can effectively use a radius turn conveyor in your conveyor system to optimize space and improve efficiency in transferring products around corners or curves.
2024-04-25
CONTACT US
Tel : +8618563755235
E-mail : sale@cnsdgroup.com
WhatApp : +8613608925317
Add : Room2306,Wanda Office Building J1, 57 Industrial South Road, High Tech Zone,Jinan City,Shandong province,China.


GET A FREE QUOTE
Copyright : Shandong Shengda Machinery Equipment Co.,Ltd. Powered by : 300.cn jinan2 Seo Business License
{kind=link}